My knowledge is not based on years of experience or tutoring services of a pro, its just metal working skills that I have learned through research and videos--- then lots of practice. So it shows that metal work is not a great mystery, its just a skill that can be learned just like painting. Over the years I read many how-to books on metal work, and the process just wasn't real clear on how they were getting the great results that I had seen. After always being too busy with work to get very involved in pursuing my interests in metal work and welding, it wasn't until the last few years that I was able to order good videos from which I was able to focus on and pick out the right procedures used to get those results.
Its a little difficult to get good information on straightening metal, it seems like most information is directed at fabrication and forming, but for tig welding and planishing I found the Ron Covell DVDs very helpful, some of which are on the home page of this website. And for torch welding, metal straightening and much more it was TM technologies, and they sell DVDs and a small inexpensive torch that's great for sheet metal. In addition to videos Ron and the Tin Man both do workshops as well, for a good way of learning. There is also a henrob torch for gas welding for about the same money as a mig, that will give you much quicker, and softer welds with less distortion, but it takes a lot of practice. If that sounds right for you, then a hand shear will be a big help for quickly cutting practice pieces, I have one and it works great.
http://www.cut-like-plasma.com/
http://www.cutlikeplasma.com/video_library.htm
http://www.summitracing.com/parts/HCK-SPHS8/?rtype=10
This thread is an attempt to help you understand metal a little better, show some of the basic tools you might not already have, and possibly show you a way to finish your project with less filler. Modern fillers work very well and there is nothing wrong with using them, as long as they don't become a crutch to avoiding proper metal work. If fillers aren't feathered out into the metal they can show in your paint, especially dark colors, and when filler is too thick it can also cause problems. So a good foundation for your expensive paint job is good metal work.
THESE ARE THE TOPICS TO BE COVERED
Damage assessment and where to start
Roughing out the damage
Hammer and dolly use
Oil cans
Waves in the metal
Stretching metal
Stud gun and shrinking
Making patch panels
Welding patch panels
Distortion from welding
Stretching a welded seam
Panel bonding adhesive
TOOLS
If you have the strength and endurance, you can do just about any kind of sheet metal work with only hand tools. Power tools just make it faster and easier, but the old time body men didn't have them and they were able to get the job done just fine. So we will mostly just be using hand tools in this discussion, except for a few things that a lot of you already have. A stud welder will be much better for shrinking instead of using a torch. Because it will be less dangerous to you and the metal and also has much more accuracy in where and how much shrinking you do, and they are also handy for removing some dents where there is no access to the back side. On occasion a set of shrinking and stretching jaws are useful for making patch panels.
These are the basic hand tools that can be used for most of what will be discussed here. And since it is basic tools that will be used, then the discussion will be focused on minor metal work, and rust repair.You will notice in the picture that there are no shrinking dollies or shrinking hammers. If you have those, please don't use them on your prized possession, they will only damage it.

Dollies come in many different types to suit the many different shapes of car bodies, and also for better accessibility. Some of the heavier spoons can be used in tight areas or even for some prying. Sometimes you might even find something lying around the shop to use.

More on some of the uses later.
DAMAGE ASSESSMENT AND WHERE TO START
It is best to examine the damage and try to determine which direction the force came from. Scratches will tell you the path, and the wave around the direct damage will usually tell the direction. You may see a ridge around the damage at one end, which would indicate where the force stopped, and it often starts out shallow and gets deeper as it goes on to the end. Unless it is something like one car backing into the side of another, in which case the point of impact will usually be more obvious, depending on how hard of a hit it was.
So its best to start your repair in the reverse order that the damage occured. You will find that a lot of the damage is indirect damage, such as if you dropped a baseball size rock on the hood, the area of the hood where the rock landed would be small, but there would be a lot of indirect damage covering most of the hood.
In many cases this indirect damage will not require any work after the direct damage (where the rock made contact) is repaired. Its a matter of having access to the back of the panel.
ROUGHING OUT THE DAMAGE
Thats not really a good description of what will be discussed here, because what we want to do is just concentrate on the direct damage. In some cases, if the damage is small, you might just use a hammer and dolly on the ridges of the direct damage, that is the ridges as viewed from the back side of the panel. Place a dolly on the back side with firm pressure on the ridge or peak and tap lightly on the surrounding area with a hammer, just tap hard enough to ease the resistance and allow the dolly with firm pressure to push the metal up. Once you get it leveled out, it might be stretched a little from the impact and require the use of the stud gun to do some shrinking.
But with a little more severe damage or a deep crease, you could start in the reverse order of the damaging force and use this spoon dolly with the long handle just by itself to pound the damage out. In this instance the dolly would be used by itself to reverse the damage.
If doing restoration work you may already have the back side undercoating cleaned off, and its better to also clean the front, just don't get too aggressive with sanding. Smooth bare metal is good, grinder marks are not. Even when you are ready for filler or epoxy, manufacturers recommend 80 grit DA scratch on metal, or in the case of painted surfaces 180 grit, because the metal doesn't scratch as easily as paint.
Starting with the last ridge the accident caused, and by striking the ridge on the back side, while using the dolly like a hammer with force appropriate for the damage, it will force the metal up while it also has a smooth flattening affect on the ridge, because of its wide face. In the old days they used a general purpose rail dolly palmed in hand to do this, but the long handle on this dolly gives you much more control, power, and accuracy, just like a hammer. As you work on these ridges (in reverse order of the damage) you will see a lot of the indirect damage go back to its normal shape. The idea is not to make any more damage than you already have, by trying to preserve what ever indirect damage that will fix itself as the panel straightens out. A few practice blows on a junk fender will teach you how much force to use on these ridges.
So after the last ridge caused by the accident is pushed all the way out, then go to the next to last ridge and work on it, and go on like that till you are back to the first ridge caused by the accident and they are all pushed out. The ridges will of course be more like creases when looking from the front of the panel. When starting a repair it will be tempting to grab the stud welder right away, but if you followed what was just said, then you can see that the stud welder causes a lot of unnecessary damage, and will actually take longer to make the repair. So I use a dolly when ever access to the back side of a dent is possible. Its always better to avoid working the indirect damaged areas, just work on the ridges or the V part of the damage.
I have used this system on a deep crease that someone else had drilled holes in to pull the deeper parts out some, and after using the spoon dolly, and welding the holes shut, then some hammer and dolly work along with some shrinking.
This is the same area on the outside of the door. Keep in mind that this car was a special project and received massive amounts of shrinking with the stud gun which left marks all over the car. But I would not advise shrinking or stretching any more than necessary.
Here are the results:

This whole process is explained in great detail with pictures in this highly recommended book, available from many vendors.

Here is an example of the process explained in the book:


HAMMER AND DOLLY USE
For sheet metal use its better to use a hammer with a low crown or contoured face, instead of one with a flat face. Its nearly impossible to make every strike with the hammer perfectly square, so the contoured face on the hammer is going to be more forgiving. And the metal will have a little spring to it anyway, unless you are hitting on the dolly. And that is not something you want to do, unless you are trying to stretch the metal. I don't believe the quality hammers will have a flat face, and also a high crown hammer as opposed to a low crown is useful on those panels with reverse crowns.

Some of the cheap hammers and dollys are also cast instead of forged, which is not good for working sheet metal. You will not get the proper ring that lets you know when you are striking perfectly on the dolly. Martin makes very good body tools.
There are times when a square face hammer is the only option for getting in close to an obstacle. I prefer the wood handle hammers for better feel.

When using the hammer and dolly you will mostly be doing it in the so called (off dolly) manner, meaning you are pushing up with the dolly on the low area and tapping the high areas with the body hammer. Sometimes the lows and highs are very close together and you will accidentally tap the dolly, so always keep in mind the possibility of stretching (which can cause an oil can affect)----when the metal springs in and out without any tension.
Also when selecting a dolly to work a panel, try to use one with a crown similar to the panel you are trying to shape.
The metal will want to return to its original shape, so just use tapping or bumping motions with the hammer instead of banging, in most cases. There should be more pressure on the dolly than whats applied with the hammer. With firm pressure the dolly is telling the metal where to go and the hammer is just relieving the resistance. You just want the hammer to help the metal move in the right direction.
Unlike paint, where the practice materials are very expensive, it only cost you time to practice metal work and everything needs a lot of practice to get comfortable with doing it and to know what your actions will do to the metal. Most body shops will have a dumpster with panels that they have thrown away, and you can grab a couple of fenders to practice on, but you need to find a way to hold them solidly so you can apply the pressures you want. I would suggest not trying to correct your own mistakes, its very difficult to fix something that someone else messed up, and just because you messed it up yourself, isn't going to make it any easier to fix. So after you make a mistake just move on to some other damage or grab another panel. Stay with damage that has been untouched in the beginning, it will be easier to find out what works best. Although you could make the damage yourself with a heavy object. You could watch this video to see what is possible with a hammer and dolly.
After working on the junk panels for awhile, then try and treat one like it will be used on a car and do the best you can at fixing it, that way you will learn more from it. And when its time to practice spraying, you will have a good panel to practice on with your paint gun and buffer.
I have to remind you that I am stuck in the 50s and that heavier metal is what I work on. So if your project is a later model with thinner metal, you might want to watch this video and see how little pressure it takes to work the thinner metal.
OIL CANS
Oil cans can be caused as mentioned by stretching the metal, but they can also be caused by reshaping the metal in another area, which will displace metal in the surrounding areas. So when you do have an oil can problem and want to start shrinking to get rid of it, its better if you first make sure its not caused by something you did elsewhere.
Whenever welding its going to cause some distortion, depending on how much is done. Here is one example of what can happen, and you have to keep in mind that most of the distortion is caused by the welding heat, that is if everything was in the proper shape and alignment before welding. And that's a good reason to make sure it is.
This is an oil can area, but it is outside of the heat affected zone, so there should be something in that zone causing it.

It would be very tempting to shrink it, but all your focus should be made in the HAZ (heat affected zone) first. If you shrink this first, then there is still something not right in the HAZ, and when you address it then that could cause more problems. If the oil can was in the HAZ it would be caused by too much stretching and could use some shrinking.
Oil cans will give you nightmares, so its best to use proper techniques in working metal and try to avoid these problems altogether, and keep stretching and shrinking to a minimum.
This topic has been covered in the following link by two very knowledgeable guys in this forum many years ago, and you can also find a lot of useful information on many different subjects in the links from John Kelly.
viewtopic.php?f=5&t=4362
WAVES IN THE METAL
The highs and lows in a wavy panel are usually what takes so much block sanding to get the panel straight. It is true that most of the filler, slick sand primer, and G2 primer, and 2K primer will get sanded off, but think about this. The factory finish on new cars from the surface of the clear coat to the metal is 4-6 mils. One coat of slick sand is 5-7 mils, and the restoration industry is applying slick sand in two sessions with 2 coats per session, and after thats sanded off the high areas, they apply two coats of 2K primer. As stated most of that gets sanded off, but the reason for applying it in the first place is to build up the low areas, so how much of that (30-50mils) gets sanded off the low areas? The answer is NONE. And there is still all the filler, two coats of epoxy, sealer, base and clear.
By using a straight edge you can find the low and high areas and use a pencil to mark + or -, so you know to add for low areas or subtract for high areas. Just use the dolly on the back side to push the low areas up (to add) and tap the high areas (to subtract) with a hammer or spoon. Sometimes it takes a metal working spoon or something similar wedged behind a brace or whatever is blocking your access to the low area. You should be applying more force on the dolly than with the hammer, try not to pick or poke, causing the metal to stretch. Again the dolly is telling the metal where to go and the hammer is just relieving the stress. Try not to use sharp objects or edges that will stretch the metal, keep it smooth as possible to avoid extra work.
If the straight edge doesn't work for you in finding the highs and lows, your hand will be able to feel any irregularities, if you lay it flat on the metal with fingers extended and just move forward and back, not sides ways. Although you may need the straight edge to pin point the spot or area exactly. Your off hand will be the most sensitive, that is the left if you are right handed. You could also go ahead and apply some 2K primer and block sand it off the high areas, then you can see the low areas clearly. Do a little hammer and dolly work, then block sand some more, then hammer some more and so on. Of course when you are finished pushing and beating on the filler and primer, it has been compromised, and will have to be completely removed. Also keep in mind that deep scratches in the metal can show in the paint, just like scratches in the primer.
Quite often you can't get to the back side with a dolly, so a useful tool in some cases is a suction cup to pull up on the low areas as you tap on the high areas with the hammer. Especially when working on a wavy panel, as opposed to a dented panel.

A rubber mallet instead of a body hammer is also very useful in working on the waves, it touches a bigger area and leaves no damage.
What ever amount of straightening you get done is going to make your project better by using less filler and primer. Just remember to use light pressure when blocking those flexible panels like a hood, so you get an accurate look at how straight it is. I like a long somewhat flexible hard block and just use pressure to move the block back and forth, without any downward pressure on the sanding block. The whole idea here is to be less dependent on a crutch, and get the metal as straight as you are capable of doing. We all have different skill levels, but there is always room for improvement.
STRETCHING METAL
Sometimes its not high and low, but just a low area, and that is when it will be necessary to stretch the metal, but do lots of checking just to be sure it really is low.
Almost all the panels will have a natural low crown in them, so when an area is stretched it will result in the area rising. However there are times on some cars that part of the panel has a reverse crown, and in that case you will find that stretching will make the metal drop lower. So when you stretch or shrink the metal it will move with the crown in that area. This can be very frustrating when you don't notice the reverse crown and the metal just doesn't want to do what you tell it to.
For stretching I like to use this spoon on a larger area, or a hammer on a small area.

Stretching metal is similar to making pizza. Except you start out with a mound of dough, and flatten it out, the flatter it gets the bigger it gets. So that is what you are doing with the hammer and dolly, flattening it out to make it expand and take up more room.
Use very light taps with the spoon or hammer in the location of the dolly until you hear the dolly ring, then you know exactly where the dolly is. So put a lot of pressure on the dolly from behind, and use a little less force with the spoon to strike directly on the dolly, it increases the surface area of the metal and then the metal needs more room and has to drop or rise depending on the crown of that part of the panel. The spoon has a larger contact area, so it will make better contact on the dolly with each blow, and stretch quicker, but spread the blows over all the low area, make sure to mark the low area before you start stretching and don't do as much around the edges of the low area. Keep checking to be sure you don't stretch too much. If you do then use the stud gun to shrink, but you will notice that shrinking a stretched area is much easier, so go easy or you will have to stretch it again. Practice Practice
STUD GUN AND SHRINKING
Its always better to use a dolly on the back side even if its hard to reach, but the stud gun can be very useful for pulling some areas, although they are abused in many cases. The slide hammer has a lot of force, and its way too much for one pin, it will just stretch out that small area and possibly result in a hole. To pull one pin at a time, the stud should be applied with just a flick of the trigger, so lightly that just a twist or bend of the pin will break its grip. Always keep in mind that you don't want to cause more damage, each small step in the right direction is progress, so don't take a step backwards.
With the pin attached so lightly, you need to attach your puller to it without applying pressure on the pin in any direction, and then pull lightly as you tap the surrounding high spots.
Whenever working a dent, it is usually better to start on the outside of the dent and work around the deepest part of the dent with the studs, because they apply a much more direct force on one small spot than pushing from the back with a dolly. So if you can work in circles around the deepest part it will bring the area up much easier and with less stretching. Its a way to chip away at the dent, instead of attacking it head on. And you need less force to get the job done, so with the pins only lightly attached, there shouldn't be any holes or damage left from the welded pins. Small steps forward sometimes seem like they take forever, but problems really can take forever to fix and be very discouraging on you. The sliding part can be removed on some slide hammers to make it easier to use and lighter for just hand pulling. There is also a small hand held T puller, that can be useful at times, but it usually leaves your hand in the way of the hammer, which will make you bend the pin and it will loose its grip on the metal.
A good example of using the stud gun to lightly attach the pins is offered here in a video by Brian Martin. Harbor Freight guns might not be able to operate in this manner.
Here is a good sized dent that was pulled out with the stud gun. There was room to get the dolly in for smoothing but not for applying enough force to get the dent out. Keep in mind that this whole door received a lot of shrinking to reduce the factory panel bow after the dent was pulled out, so that helped to get the area perfect. This is one of the first dents that I pulled and was part of the learning process, the marks that I leave on the panel are much less obvious now.

These two creases were done with the stud gun

When shrinking is needed, the stud gun is very effective. Using the shrinking tip, the amount of shrink can be regulated by how long you hold the trigger. It is seldom that a long trigger hold is necessary or desirable. Keep in mind that every action has a reaction, and those deep shrinks can end up leaving that spot too low, so its better to take it slow. You can shrink a very small spot if desired, with just a slight flick of the trigger.
But when using the stud gun, especially when shrinking, its important to work on clean metal and keep the grounding ring clean. Also hold the gun square with the metal to get as much contact with the grounding ring as possible. If the trigger sticks in the on position while shrinking, quickly pull away from the metal. That is caused by the trigger switch, and if it repeats, then the switch may have to be replaced.
When the metal is getting close to what you want, then you use a light dinging spoon with a dolly on the back side. The dolly is held firmly, but not with any pressure on the panel, and the spoon is used directly on the dolly with glancing blows (instead of direct blows) to smooth out the area. The idea is that the dolly will rest on the low spots and spoon will only touch the high spots. This has a smoothing effect, with minimal stretching. Its a rapid motion with the spoon, because one blow doesn't do much, and it can also be used for raising a very small low spot.

A shrinking disc is generally not needed--if at all in my opinion--until you get to the finishing stage. You don't want the metal to loose its memory. In my opinion the reason a disc is sometimes able to remove an oil can is because it reshapes the area and gives a slightly different contour.
If you have used the shrinking disc and it works for you, then that is all that matters. There are some great metal men that swear by the disc, so you have to decide what path is best for you. It still requires hammer and dolly work though, its not a cure all for metal working.
MAKING PATCH PANELS
Patch panels should almost always be butt welded, and are usually to replace rusted metal, but in some cases for severe damage. As for the question of repair or replace, that will depend on access to the back side, and ability of the person doing the damage repair. Any damage can be repaired with the right tools and ability, so each of us has to determine what he can repair and what has to be replaced.
A common question is which to cut first the panel or the patch, and actually it could be either one in some cases, but I usually like to cut out all the bad area then make a patch to fit, its just easier to trim the patch to fit. If there are no flanges on the patch and its just a fairly flat piece and you don't have access to the back, then it would be easier to trim the panel to fit the patch. But you have to make sure its big enough for the area in question. If you are going to weld in a patch, then make sure it is big enough to cover all the bad area on the panel, and that's not always easy to tell by looking at the front side of the panel. As you cut out the rust you can watch the back side of the waste that you cut off to make sure you have reached good metal. The back side will usually be much worse than what you can see on the front side, and it will quite often extend to other panels or bracing on the back side.
I like to keep a some scrap metal of different shapes to cut patch panels from. Its a lot easier than trying to make everything, even if you have to weld a couple pieces together to get the shape you need. But of course if you have access to used parts to cut from, then that would be the best way. Sometimes you can use two scrap panels and make one very good one, that's where good welding skills come into play.
I once read about a guy that had a perfect 56 T Bird front fender---which is rare to find in any condition--- and two guys wanted to buy it. One guys fender needed the front part and other guys fender needed the rear part, so to please both while also making a bigger profit on the sale, he cut the fender in half and sold each person the part they needed. The book went on to show how the front section was welded on to another fender, and when they finished, it was hard to tell where weld the line was. That's when I got hooked.
You need to make sure the patch panel fits good before making the final scribe line, it should lay down on the original area all the way around. If it has a high spot or has a little different shape, then that will show when you are finished and you may not be able to shrink it out, so get it absolutely right before welding it in. Another thing is if its correctly shaped before you weld, then after welding you know that all the problems are coming from the weld itself, and any distortion is indirect damage.(Quite often indirect damage does not have to be addressed)

If you are making a patch that includes a flange, then that will have an affect on where the scribe line is. You may have to cut the flange off that you are replacing in order for the patch to lay in the right place for scribing, just be sure to have reference points to get the patch panel lined up properly.
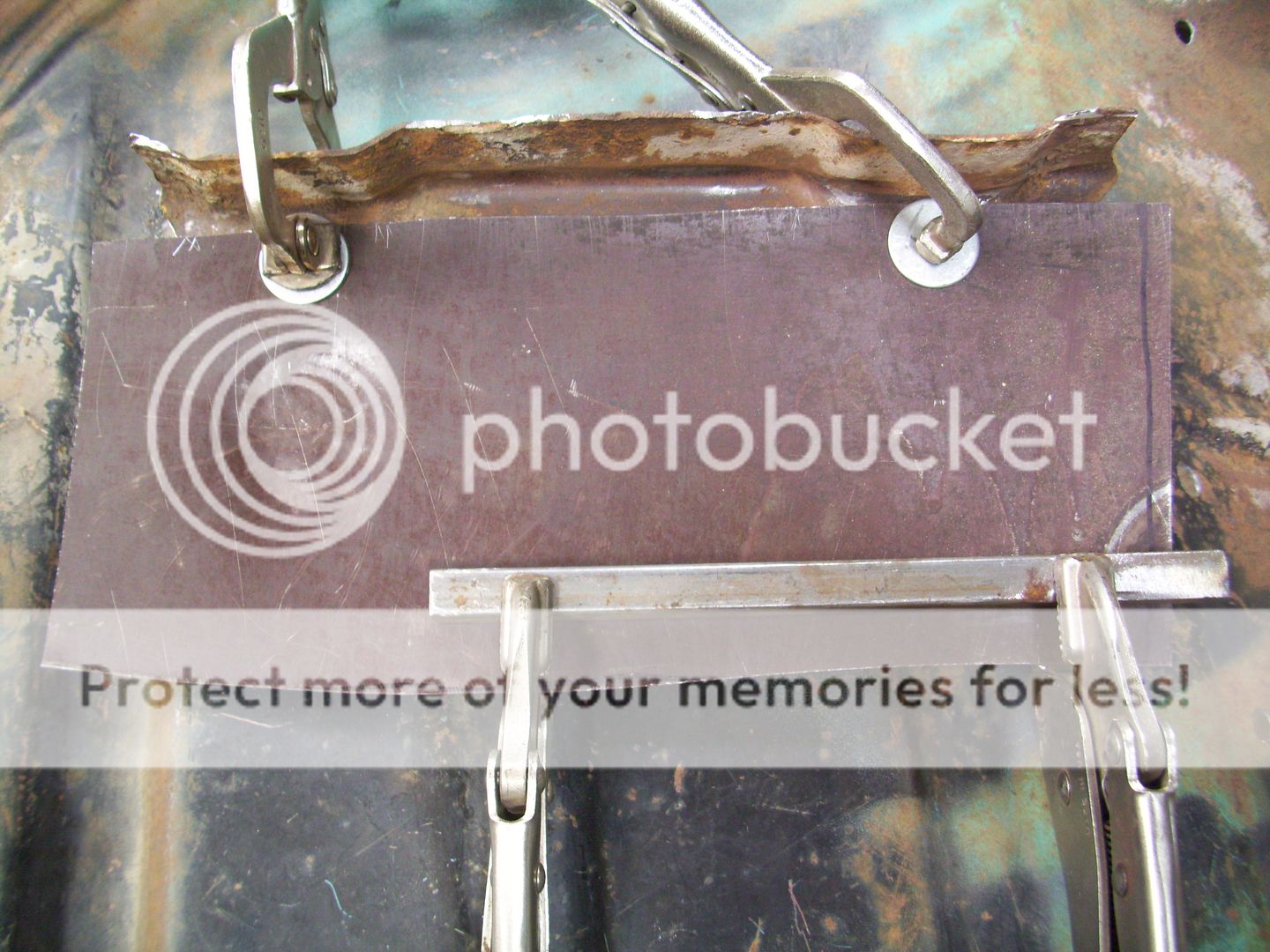
I use a metal scribe for making a precise line for cutting. By coating the scribe area with Steel Blue Layout Fluid the scribe line shows up very well. For gas or tig welding you want a tight fit for the patch, but its mostly recommended to have a small gap for mig welding, and to be honest I don't have an opinion about what kind of gap is needed for mig welding. It does deposit a lot of material so a gap might be better for migs.
Once you have a scribe line I like to use (saw, cutoff wheel, whatever) to get within about 1/8-1/4 inch of the line. Then use tin snips to cut the rest of the waste off, they are a lot more accurate. Getting the waste down to just 1/8" makes it a lot easier to cut because its less that has to curl up, and that makes it easier to concentrate on cutting straight. When you have less waste to take off, it also makes it less likely to distort the metal while cutting if the tin snips aren't held exactly right.
Hammer forms can be useful at times for making patch panels, and sometimes the form can be part of the car structure. This simple patch was formed over the floor brace that it bolts to, using solid support under the floor brace.


After the patch was formed the brace spot welds were drilled out and the brace removed for de-rusting.


The patch was welded in with oxy-acc gas torch, its a lot more heat than mig welding, and even more than tig, but it makes a soft weld that can be stretched and planished out.


The rust is not so apparent here, although it can be seen that the rear seat riser has some rust through. The bottom side of the floor has the body mount to obstruct the view.


Some is rust and some is just torn metal from removing the body mount reinforcement

In this case the body mount reinforcement can be used as a hammer form. Of course you need solid backing for hammering, so an anvil was used here.

That worked good, but the floor patch has to go under the support, which means the pockets on the floor patch have to be bigger than the pockets on the support.
Being a simple person I look around myself for aids, and found a 2 inch pipe floor flange is just right except for the two square corners in the back.

A couple minutes with a grinder and its perfect. The bevel was also beneficial

It didn't take much to get it where it needs to be

The patch is the right size but its easier to scribe the patch and trim it to fit the floor, so with everything in place and properly fitting, the floor was scribed as a guide to show what size the patch is.

The floor was cut within the scribe line. Then the patch was scribed, cut, and trimmed to fit the hole. By rounding the corners it reduces the heat build up in the square corners, which will make the metal pucker.

The area on the reinforcement behind the pockets is raised, while the floor is flat in that area, so in hindsight I should have made the cuts before forming the pockets. It was just unnecessary stretching that had to be dealt with later. This patch was tig welded.



WELDING PATCH PANELS
There are different kinds of welders for patch panel welding and opinions vary on which to use and even how to use them, so we will focus on some things to watch out for while welding patch panels. The one thing I will say is that some times you hear of a patch panel butt welded in, but it shows when the summer sun warms the area. And I think it is because the mig weld is harder than the metal itself, so the expansion rate is different. That should not be the case with oxy acc torch or tig welding. With that in mind it would make sense to try and choose the location of your patch seams wisely, when mig welding.
If the patch is close to the edge of the panel, you could use assorted types and sizes of vice grips to hold the patch for welding, or if its to far from the edge then you could use magnets. You will find that magnets have an affect on your welder (except oxy,acc torch) but only when welding close to the magnet, so the magnets should be moved away after tack welding.
Something like this can be very effective for holding small patches
http://www.proshaper.com/product/super-magnets/
And there are stronger inexpensive magnets for larger panels
http://www.besseytools.com/en/product_d ... 7600030023
Its very important to get the patch positioned the way you want it. If there is trim around it, then test to be sure everything is correct before welding

And at times while you are welding

You may have to tack weld bracing to keep everything stable while you are welding

If you are welding a flange in the middle of a large panel, then the shrinkage from welding heat on the flange will make the panel push out in that area and move things out of shape, so put good bracing in before welding a flange. The bracing in this picture was not removed until the panel was firmly installed on the car,and the plan worked perfect. The strips were first tack welded to the flange and then the panel clamped on the car. It was aligned and held in place with small screws, then the top cross piece was welded to the strips.

There are also times when you have to correct a factory mistake with a patch panel. This inner rocker just didn't come down low enough to make a good attachment point for the 1/4 panel.

So the drain holes were welded shut and a strip of metal welded in to extend the inner rocker lower. Then the drain holes were re-cut

When doing a patch such as that one, its to your advantage to leave more material on the outer edge than what is needed, and after its all welded in, just trim to suit you. Its just one less thing to get right, and its harder to judge how much is needed on an outer edge until its welded. Also if you only need to add a1/4 inch for instance, then a one inch strip will be a lot easier to weld in than 1/4 inch. The trimming on the above was done after the 1/4 panel was clamped on. Here is another example.

DISTORTION FROM WELDING
You will always get distortion from welding, its just what happens when sheet metal is heated. You just have to keep in mind that the distortion is coming from the area that was heated. So don't give in to the temptation of working on the bulges around the weld. When the metal is heated it shrinks, and its that shrinkage of the heated area that takes less surface area on the panel because the crown of the panel is flatter, so it will change the shape of the surrounding area. The reason that you may have to go beyond the weld area when straightening a weld seam is that its impossible to stretch the metal out to the exact same extent that it shrunk. So after stretching for awhile you may check it and know that it still needs a little more stretching, but you usually end up with a little too much or not quite enough. Maybe your patch panel wasn't a perfect match, or you wandered off the weld seam while stretching with the hammer.
STRETCHING A WELDED SEAM
As stated earlier the distortion around the weld area is because of the shrinkage from welding, so it is reasonable to assume that stretching the weld will also make the distortion go away---for every action, there is a reaction. So in keeping with the theme that we have been discussing, lets not make any more damage to the panel, our goal is to improve it, so DON'T MESS WITH THE DISTORTION. You only want to stretch the weld back out and see where you are then.
Start by grinding the weld down, but not quite all the way. I have always started out with a cut off wheel to get most of the weld cut down, but it cuts so much better than any course sand paper, that I usually go too far and end up with gouges below the surface of the panel. A grinding stone on a grinder just seems to me to have too much contact area, and I just want to grind the weld itself. I have recently started using the 3M Green Corps 3 inch X 3/16 weld grinding wheel on my cut off tool and it works great. The stone cuts better than a fiber disc, and last a lot longer, but the big difference is the width. Its just a lot easier to control than the thin disc.

This next procedure will only work if you have access to the back side and can grind the weld back there also.
Use the hammer this time, you only want to hit the weld, and with the dolly on the back side apply as much pressure as you can and lightly tap around with the hammer until you hear the ring that tells you exactly where the dolly is, and then use a good amount of force to flatten the weld. If you miss the dolly with your hammer blows, it can cause some problems. and this is something else that takes practice to know how much to stretch, but make all your blows on the weld and move around the patch. After you have finished stretching then you can grind or file the rest of the weld bead off.
When using a mig welder with this process, there is always the possibility of the weld area cracking, and that is because the mig weld is so hard. Tig weld and gas torch weld are vey similar to the metal itself.
A softer more malleable filler wire can be used to reduce the risk of cracking when using a mig. That would be ER70S-2, AllState Easy Grind, or ESAB Spoolarc 65. Basically all the same thing just different companies. ER70S-3 would even be better than ER70S-6, and for welding on late model cars with High Strength Steel the industry recommendation is to use ER70S-2 or ER70S-3 even if not planishing.
Here is a practice piece with a lot of welding on it, and it has all been stretched out, so the panel is flat again with no grinding or sanding. The welds were continuous for half way around, then immediately half way around the other way with a tig welder. Filler rod was used on some and no rod on some. It is more difficult to do such small circles and keep the torch pointed in the right direction, and if the torch is concentrated on only one panel edge, it can burn through quickly. So your welded panels actually can be made flat with no distortion if you practice and practice some more.
But that does not have to be your goal, it just shows what can be done, so do the best you can and finish with as little filler as possible.


The trim holes on the car panel were welded without filler rod and then stretched out.


For the mig welders here is a tutorial by Randy Ferguson on planishing a mig welded patch for a filler-less repair. But I would use ALL-STATE EASY GRIND wire .025 made by ESAB. It makes a softer weld that is easy to grind, easier to work, and less likely to crack.
http://fergusoncoachbuilding.blogspot.com/
PANEL BONDING ADHESIVE
As most of you know, new cars use a lot of adhesive for attaching body panels, and in some cases without any spot welds. The shear strength and peel strength of Panel adhesive comes into play in their decision to use or not to use spots welds with the adhesive. The reason for these decisions is not about the car, its the personal safety of the occupants, so if you have a unibody car (even an older one) then follow the manufacturers recommendations for applying panel bonding adhesive and spot welds.
The manufacturers recommend spot welding the rear edge of 1/4 panels and some people say that an older full frame car is not going to be any less safe when hit in the rear, if the rear edge of the 1/4 panel peels off. But that's a decision for each person to make on his own. The adhesive is just as strong as spot welds in most cases and I do like the idea of the seams being sealed up tight, but of course safety is the main concern.
Another thing to consider about adhesive is the difference in expansion rates between the adhesive and the metal around it. Someone could make an over-sized patch panel to lay on the back side of the panel or make a flange around the area for the patch to sit in, and in either case use the adhesive to bond it, then finish it off how ever you want and have it looking great in your shop. But when the car is out in the summer heat with the sun beating down on that area, it could show an outline around the patch, its because of the difference in heat expansion rates of the metal and adhesive. So if you choose to use bonding adhesive, pick your spots to use it wisely. Fusor says to taper the metal edge and that will help keep it from showing, but 3M says no one makes bonding adhesive that won't show.
Here is a well known area for collecting moisture and rusting out, its the wagon tail pan. There is no rust around the two holes on the right side, which indicates that the rust is coming from the back. But there is no reason why the rust is only in that one area, like rust in the bottom of a fender, so that indicates that the rust will be bad all across the panel mating surface.


But the rest of the panel that doesn't contact anything else is very good.

So this would be an excellent panel for bonding adhesive. And its mostly protected from the sun heat expansion problem.
But even if it does expand some, the panel doesn't blend in smoothly with the body anywhere because the seams are all visible, so the expansion won't be noticeable.

There is a little flex to the panel around the flange area without a brace, although not much. But to get a panel exactly where you want it, magnets could be used to hold it for bonding after you are sure that everything is lined up just right. I waited as long as long as possible to bond any panels, just to be sure that everything all over the car was the way I wanted it. If something has to be changed in one area of the car, it can cause a chain reaction of changes through out (depending on how critical your panel alignment is), and once it is bonded then its too late to change it.

Another good place for adhesive is the same way the factory uses it. For bonding 1/4 panels, door skins, roof skins, and its also good for bracing that you may have removed for rust clean up or what ever.

If you have a spot-welded brace drilled out and cleaned up, it might be the one that holds the panel in place on the car, like this front fender brace that is bolted to the car at the top and bottom.

Or even the hood brace which was spot welded to the back side of the hood flange for support and is bolted to the other hood braces on both sides.


Something to keep in mind about bonding adhesive is that you cannot weld within two inches of the adhesive after it dries, because it only takes 350 degrees to kill the bond, and it will not re-bond itself it just dries up and crumbles. Check tech sheets for exact instructions on the product you use.

